Biochemical Synthesis Engineering Solutions

Get in touch
Room 1501,Building 9,N0.125 Wen'er Road,Xihu District,Hangzhou,Zhejiang,China
www.kingbopharmatech.com
www.kingbopharmatech.com
1.1 Application
♦ High Quality Raw Material Supply Solutions
♦ Process synthesis development
♦ Chemical Synthesis Solutions
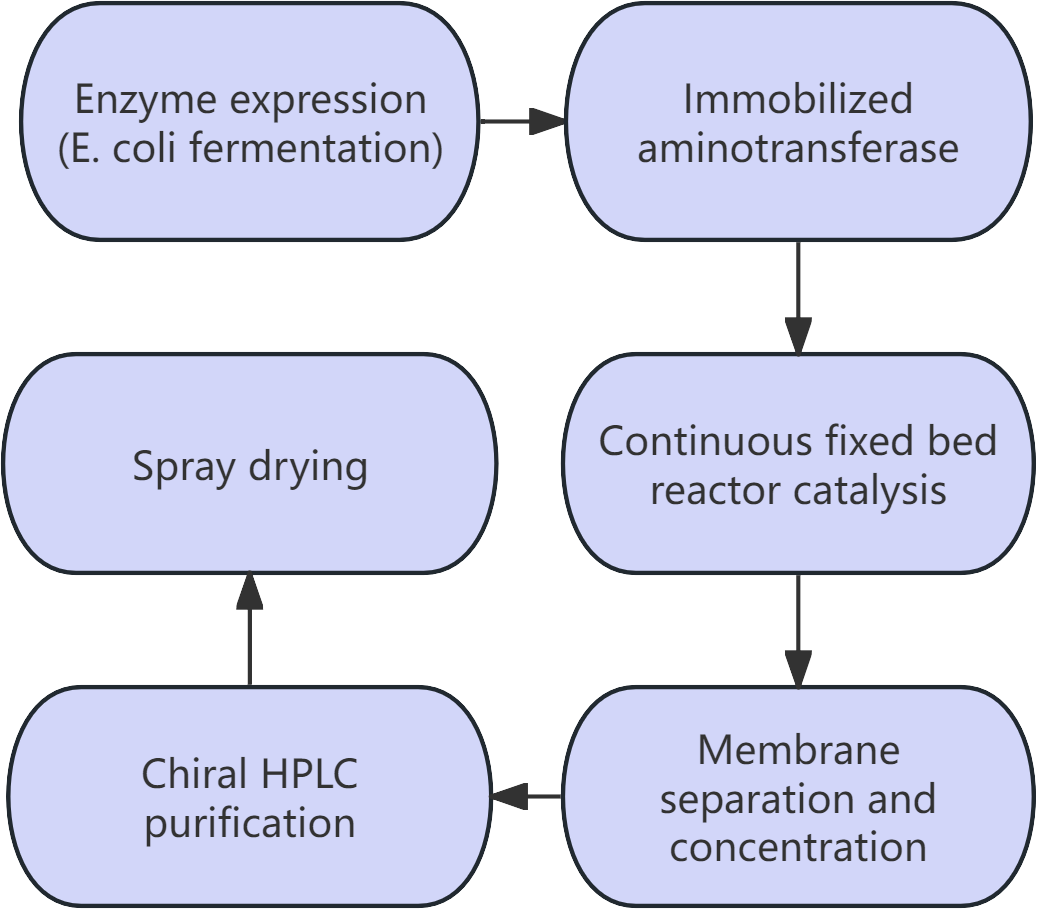
♦ Fermentation & Enzymatic Solutions
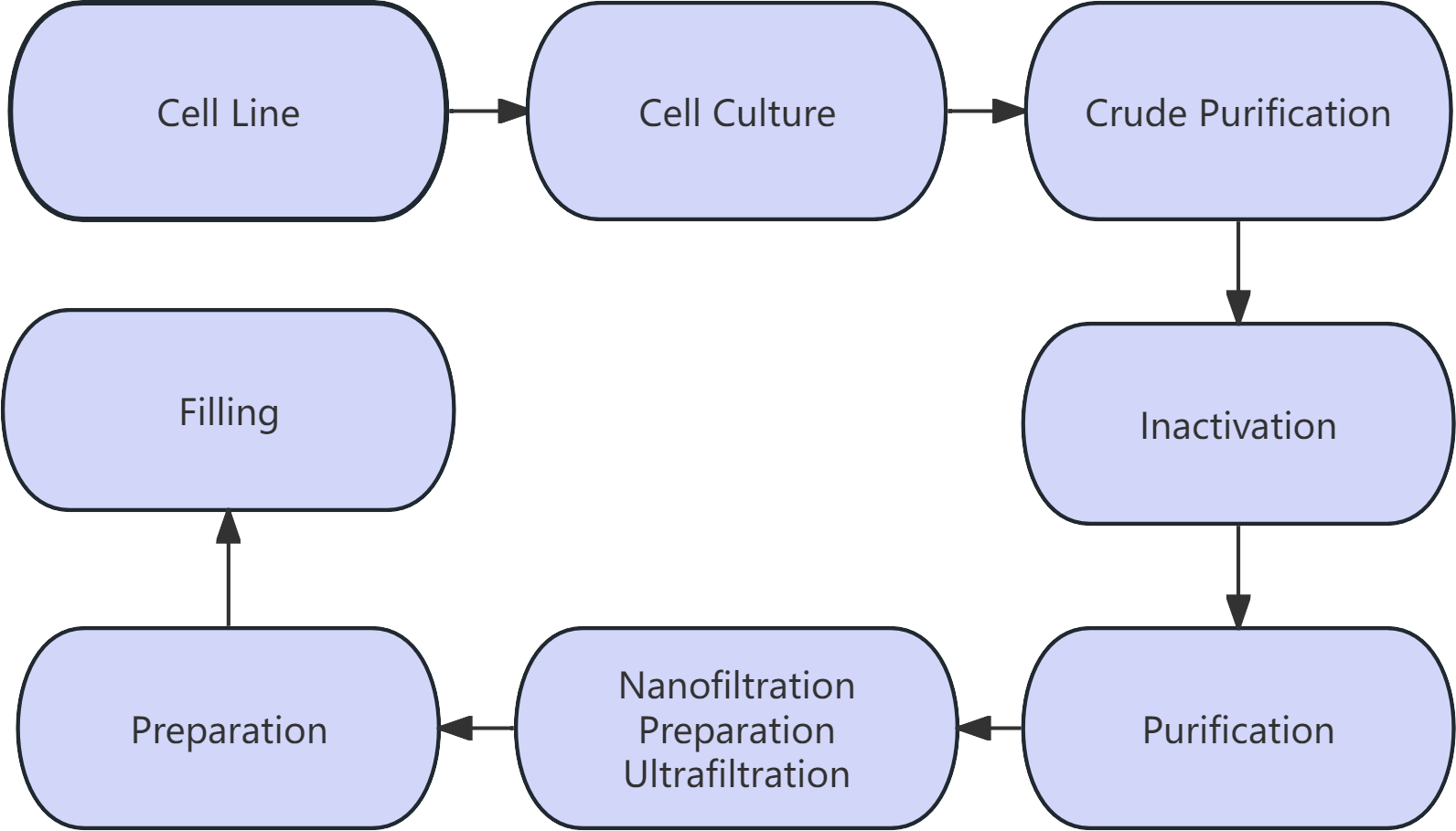
♦ Bio-pharmaceutical Solutions
♦ KNOW-HOW Service Solutions
1.2 Advantages
RAW MATERIAL SUPPLY, EQUIEPMENT SUPPLY, KNOW-HOW ONE-STOP SERVICE, KNOW-HOW
♦ The products, equipment and processes provided meet the new GMP/FDA requirements
♦ 3D design of equipment and process pipeline to ensure reasonable design, beautiful appearance, safe installation and operation
♦ Ensure system operability, stability, and data integrity
♦ Provide process optimization solutions to improve quality and yield
♦ Provide a perfect control system, easy to manage, and have the relevant documents through verification
♦ Provide full cycle engineering services, including project planning, process design, equipment selection, installation and commissioning
♦ Increase the added value of project construction and use
♦ Provide local full cycle operation and maintenance guarantee to ensure production continuity and maximize equipment life cycle value